Arrangements of Plates and Joints for Construction of Boilers
fig and ring
ARRANGEMENTS OF PLATES AND JOINTSFOR CONSTRUCTION OF BOILERS When we take up the design of boilers we shall see that a boiler tends to rupture longitudinally. The reason for this is that the resistance of a thin cylinder to circumferential rupture is double the resistance to longitudinal. Since this is the case, lap joints are used for transverse seams, and a stronger form (the double butt joint) is used for the longitudinal.
At the junction of three or more plates, where the circumferential and longitudinal joints meet, ordinary riveted joints would be too thick. To overcome this difficulty, two or more plates are forged thin at the joint, as shown in Fig. 12.
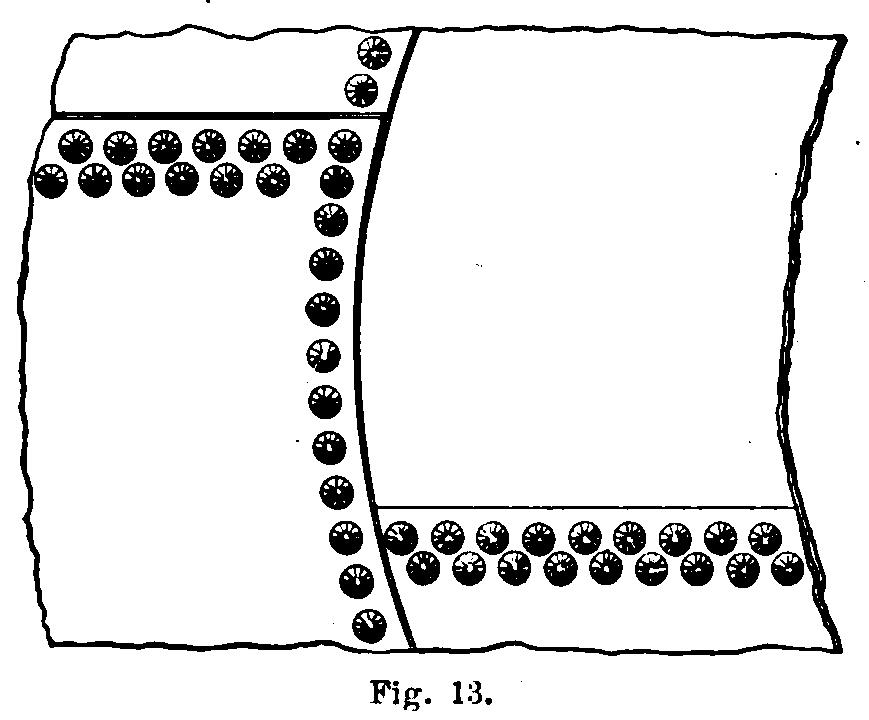
Whenever longitudinal and girth seams meet, the plates should be arranged to break joints"; that is, one longitudinal seam should not be a continuation of another. The proper arrangement is shown in Fig. 13.
In both vertical and horizontal boilers the inside lap is made to face downward, so that it will not form a ledge for the collection of sediment The belts of plates that make up the length are sometimes arranged conically, with the outside lap facing backward. When the boiler is slightly inclined toward the front end, this conical arrangement facilitates draining and cleaning, as the dirt is removed at the front end. This is a great advantage to internally fired boilers, as they are difficult to clean.

In long vertical boilers the ring seams are arranged with the inside lap facing downward, so as not to have a ledge for sediment. Sometimes the belts of locomotive boilers are arranged telescopically, with the largest diameter at the fire-box end. Of late years the best makers use larger plates than formerly. This is advantageous, especially in externally fired multitubular boilers, as the single seam is placed above the water-level, and therefore is away from the fire.
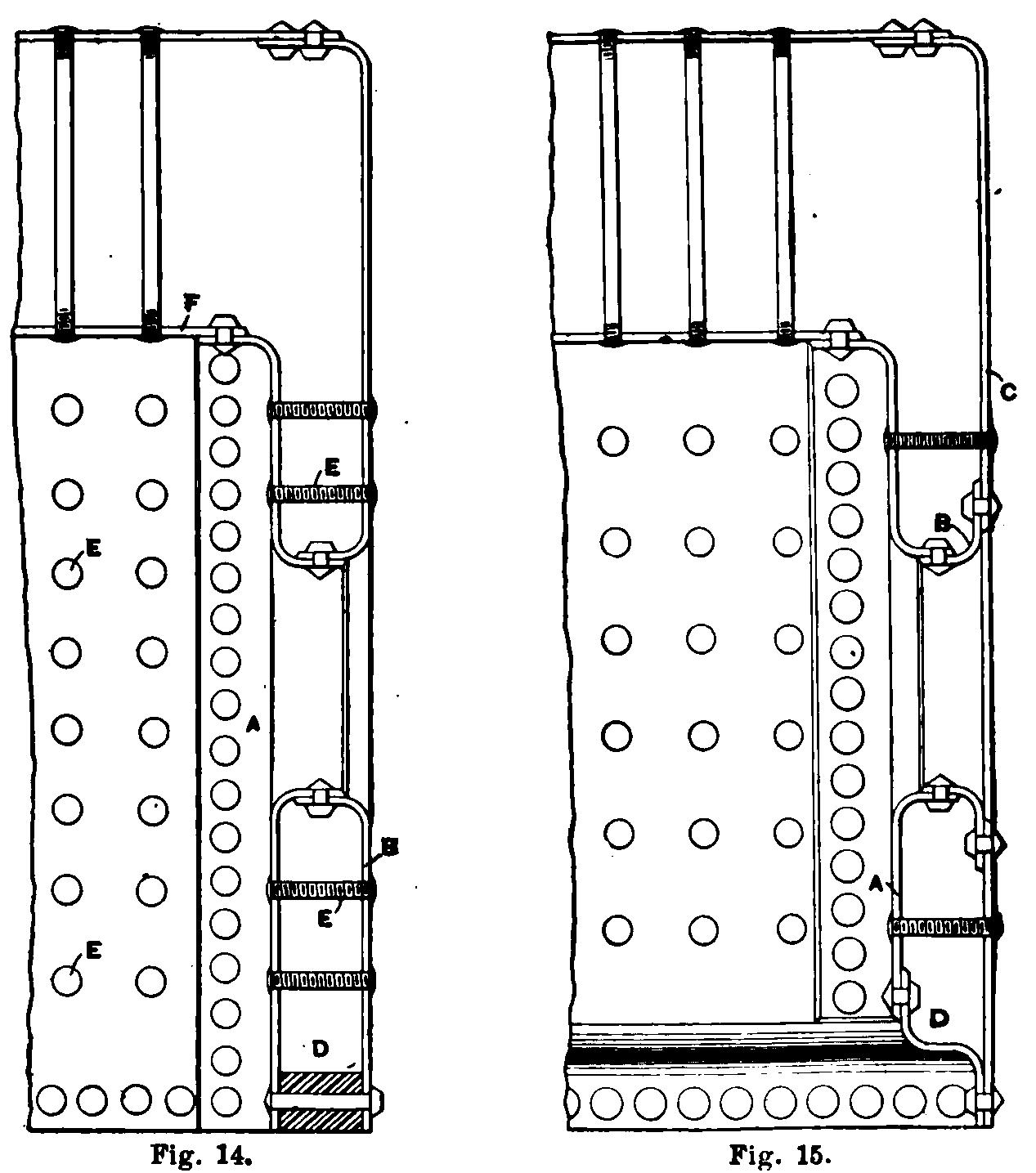
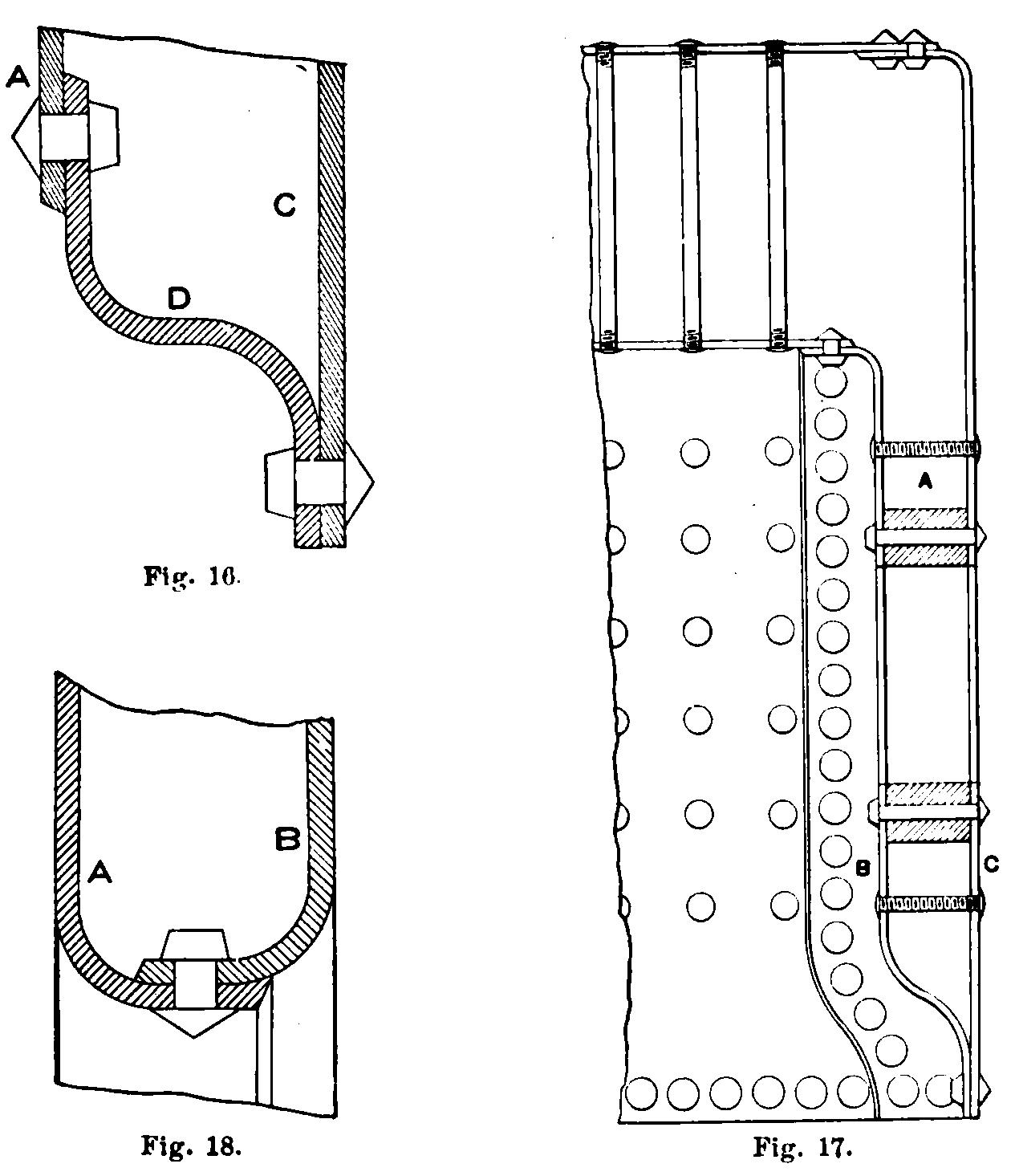
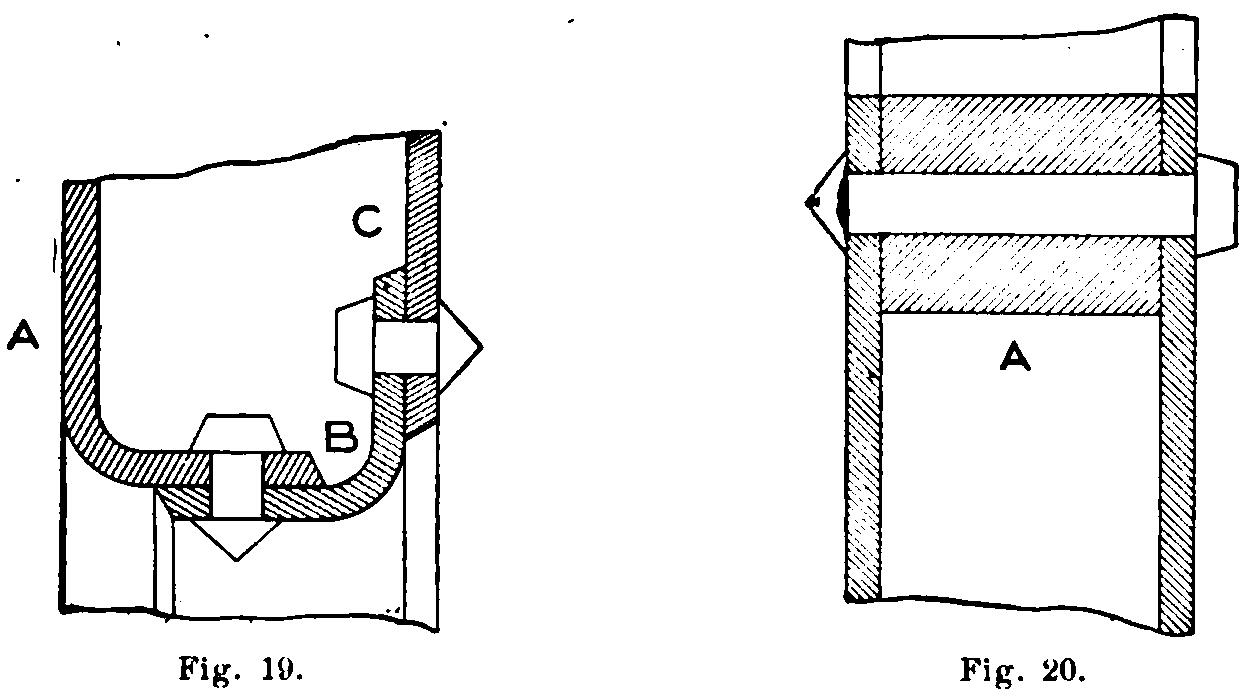
The portion of a boiler between the shell and the furnace is called the water leg. Figs. 14 to 20 inclusive illustrate the method of construction of the water leg and the joints around the furnace door. Figs. 14 and 15 show two methods of constructing the water leg. In Fig. 14 the exterior plate and the furnace plate are riveted to the ring D by means of long rivets. This ring is usually made of wrought iron, but in many cheap boilers it is of cast iron. In Fig. 15 the two plates are riveted to the flanged ring D. This construction is better than the solid cast-iron ring, on account of flexibility, but the junction of the plates D and C forms a corner in which sediment is deposited. In Fig. 17 the plate B is flanged and riveted to C. This arrangement requires less riveting than the one shown in Fig. 15. Figs. 14, 15 and 17 also show three forms of construction of the joints around the furnace door. In Fig. 14 both the exterior plate and the furnace sheet are flanged and riveted together. This is shown in an enlarged view in Fig. 18. The construction shown in Figs. 15 and 19 is not as good as that in Fig. 14, because of the extra riveting ; also, it has two corners, B and C, for the deposit of sediment. Fig. 17 shows a somewhat different form of furnace construction, the two plates being riveted to the cast-iron ring. This form is
better shown in Fig. 20. It makes this part of the boiler too rigid, but it has the advantage of not having rivet heads to wear off. In these methods of riveting, those which have the flanged ring are preferable to those using the cast-iron ring, because of more freedom for expansion ; but the flanged ring forms an undesirable corner.
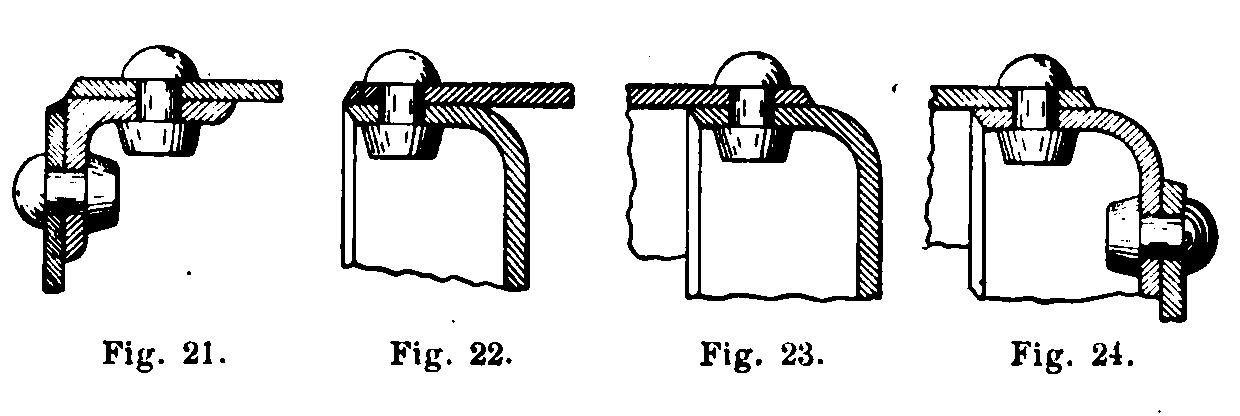
In almost every boiler, plates must be connected at right angles. An example of this is seen where the end plates are jointed to the shell plates of cylindrical boilers. There are three principal methods: riveting both plates to an angle iron, riveting to a flanged ring and flanging the end plate. In Fig. 21 the two plates are riveted to an angle iron, which is made of wrought or cast iron. This construction is too rigid ; the constant variations of temperature cause repeated changes of form, which tend to crack the angle iron on the inside of the plate at the joint. Corrosion increases the evil, as it rapidly attacks iron which has once been cracked or broken. There is no definite rule for the dimensions of these angle irons, but it is safe to make the mean thickness a little greater than that of the plates.
The forms shown in Figs. 22 and 23 are better. The head is flanged and riveted to the shell 'plates. The flanging makes a more flexible joint. The radius of the curve of the flange should be about four times the thickness of the plate. The head and shell are sometimes connected to a flanged ring, as shown in Fig. 24. The extra row of rivets makes a complex joint.
In vertical boilers the external fire-box is joined to the cylindrical shell by riveted joints. Figs. 25 and 26 show two forms; that in Fig. 25 being the better on account of the flanged ring, which allows expansion and contraction of the shell and furnace plates.
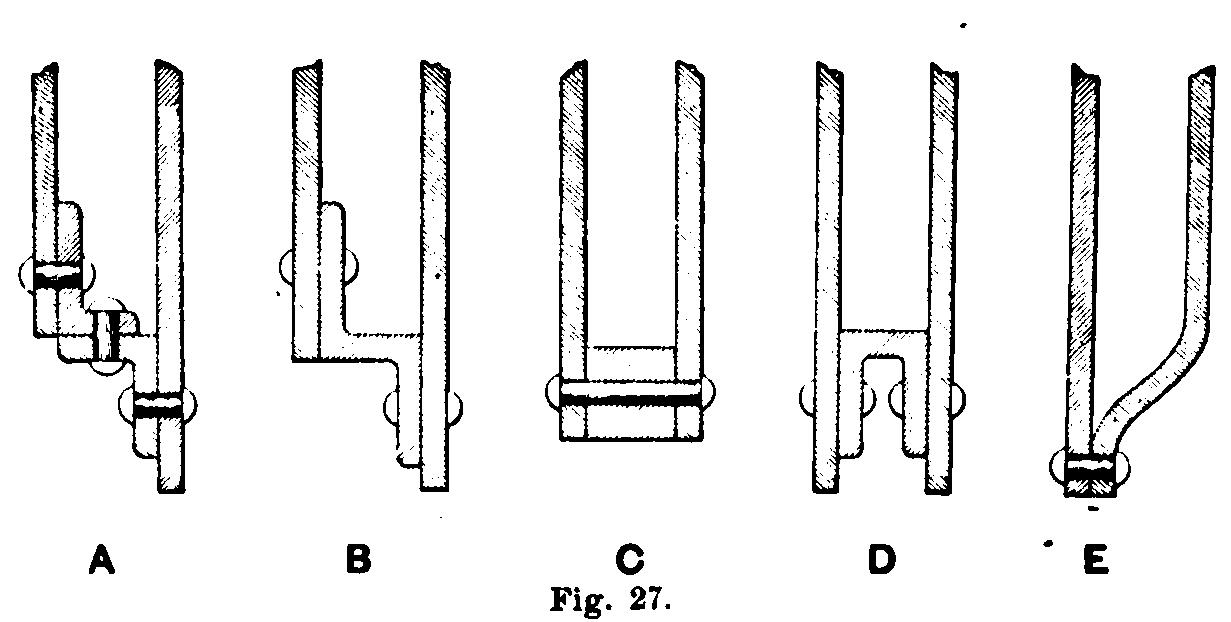
Sometimes the case occurs of connecting two plates which are parallel and near together. For instance, at the bottom of the locomotive fire-box a connection must be made between the inner and outer fire-box. The water-leg construction is a similar case. Several methods for this construction are shown in Fig: 27. Fig. 27A is too complicated and is undesirable, both on account of the numerous rivets and angle irons, and on account of the inside joints, which cannot be calked. Fig. 27B is better, since it has but one angle iron ; it has, however, the undesirable inside joint.
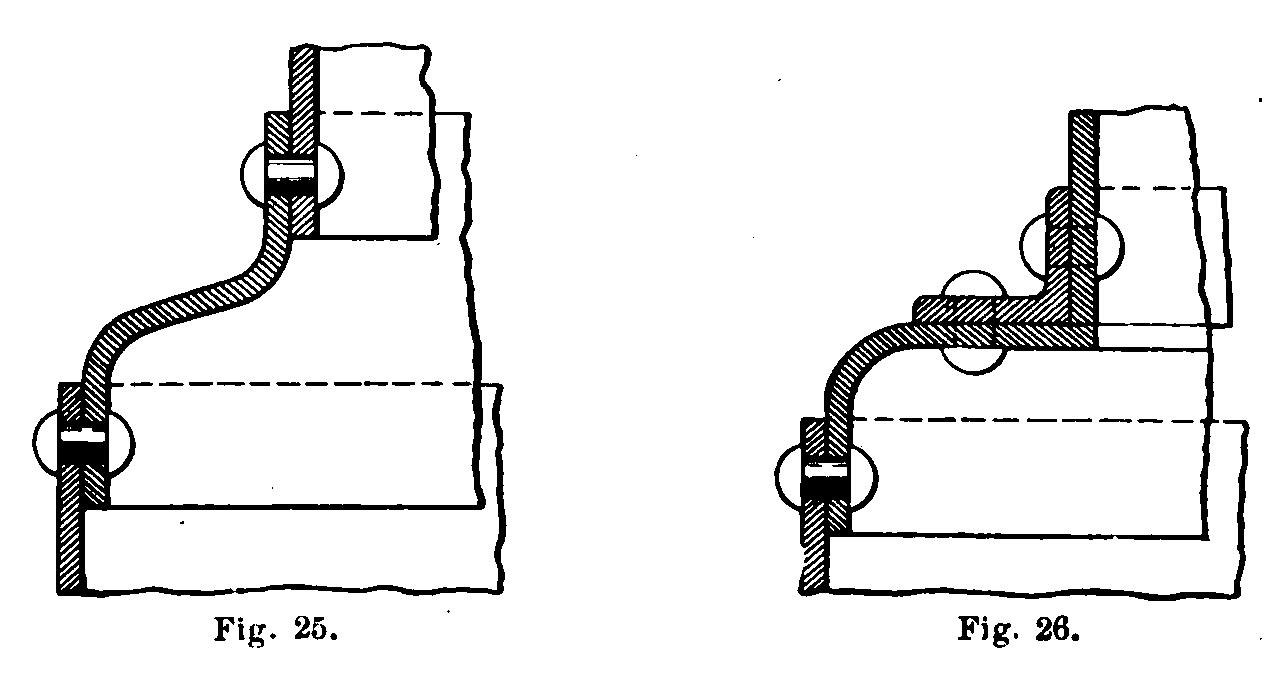
Fig. 27D is a good joint, the form of connection being called a channel iron. Fig. 27E, as we have seen, is a good flexible joint, but it has the undesirable corner where sediment lodges.
We have thus briefly discussed the various methods and arrangements for putting shells together, and now let us return to our boiler, which is ready for riveting at the hydraulic riveter. A few rivets are first driven at equal intervals around the ring seam at the back head. The reason for driving only a few rivets is that any errors in the spacing of the holes are distributed and not accumulated, as would be the case if they were driven in succession. From this point on, the riveting is continued until the shell is completely riveted up.