Calking for Construction of Boilers
tool and plate
CALKING FOR CONSTRUCTION OF BOILERS In order that riveted joints of boilers may be steam and water tight, they generally require calking. This process upsets the metal of the overlapping plate. or burrs down the edge, forcing it into close contact with the lower plate, and rendering the joint steam tight.

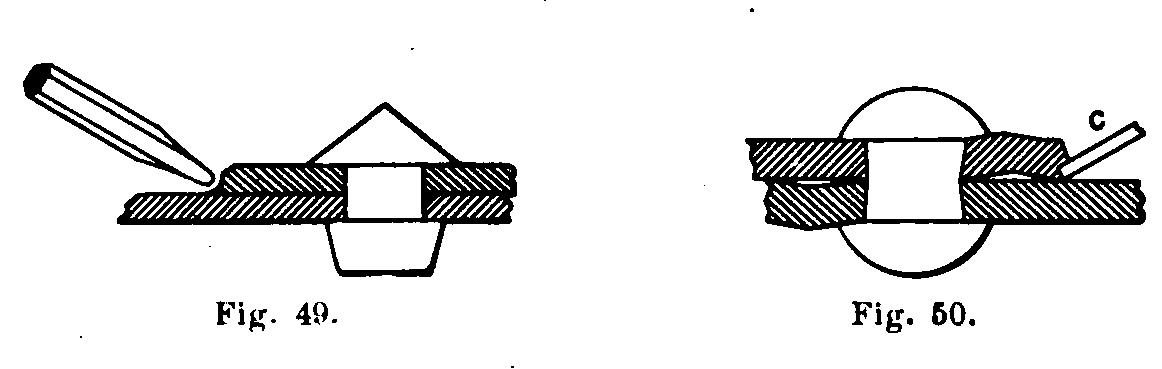
The calking tool is similar to a chisel, the end having a variety of shapes. Fig. 49 shows a round-nosed tool which burrs down the upper plate without cutting the under plate ; but it is hard to start, and in calking with such a tool the edge is first started with a sharper round-nosed tool, and then finished with one as indicated in the figure. If a square-end tool is used, as shown in Fig. 50, the under plate is likely to be cut, and the plates between the edge and the rivet be separated. The most common form of calking tool is one similar to the one shown in Fig. 49, except that the end is flat, with a slight bevel, and not round.
A slight bevel given the plates makes both calking and fullering more easily done. When the calking tool is thin it is sometimes driven by careless workmen into the joint, wedging the plates open. Severe and careless calking is very injurious to boilers. On the inside it often causes grooving and fracture, and the fracture of plates then follows the line of calking rather than the line of rivet holes. A pneumatic calking machine is often used in boiler shops, as it does this work about four times as rapidly as it can be done by hand. It resembles a rock drill in general principles. Air is supplied through a flexible tube, at a pressure of about 70 pounds per square inch. It makes about 1,500 strokes a minute.