
COKE, COKING AND HIGH TEMPERATURE CARBONIZATION. The product obtained by strongly heating coal out of contact with the air until the volatile constituents are driven off is called coke. It consists essentially of carbon, the so-called "fixed carbon," together with the incombustible matters or ash contained in the coal from which it is derived. In addition to these it contains, almost invariably, small quantities of hydro gen, oxygen and nitrogen, the whole, however, not exceeding 2 or 3%. It also contains water, the amount of which may vary considerably according to the method of manufacture. When produced rapidly and at a comparatively low heat, as in gas making, it is of a dull black colour,.and a loose spongy or pumice like texture, and ignites with comparative ease, though much less readily than bituminous coal, so that it may be burnt in open fire places; but when a long continued heat is used, as in the prepara tion of coke for iron and steel melting, the product is hard and dense, is often prismatic in structure, has—in the best class of coke—a brilliant semi-metallic lustre and silvery-grey colour, is a conductor of heat and electricity, and can only be burnt in furnaces provided with a strong draught. The strength and co hesive properties are also intimately related to the nature and composition of the coals employed, which are said to be "caking" or "non-caking" according to the compact or fragmentary char acter of the coke produced.
The first record of the coking of coal is in the 16th century, for in 1590 (Cal. State Papers Dom. 1581-9o, p. 692) a patent was granted to John Thornborough, dean of York, the object of which was "to purify pit coal and free it from its offensive smell" by coking it. In Derbyshire, coke is mentioned by one Houghton, who wrote in 1693 (Collection, Ed. 1727, vol. i. p. 109). It had been used for 5o years in the drying of malt. The coal was "cowkefied" by being piled up in large pyramidal form and charred.
There is an interesting mention of coking coal in Evelyn's diary under date July 11, 1656, "Came home," he writes, "by Greenwich Ferry, where I saw Sir John Winter's new project of charring sea Coale, to burne without the sulphure and render it sweete. He did it by burning the coales in such earthen pots as the glasse-men melt their mettall, so firing them without consum ing them, using a barr of yron in each crucible or pot, which barr has a hook at one end, that so the coales being mealted. in a furnace with other crude sea coales under them, may be drawn out of the pots sticking to the yron, whence they are beaten off in great halfe-exhausted cinders, which being rekindl'd make a cleare pleasant chamber fire depriv'd of their sulphure and arsenic malignity. What success it may have time will discover." William Bray, who edited Evelyn's diary in 1818, adds a foot note: "Some years ago Lord Dundonald revived the project, but with the projected improvement of extracting and saving the tar. Unfortunately his Lordship did not profit by it. The Gas Light Company sell the coal thus charred by the name of coke, for fuel for many purposes." So the inventive genius of Lord Dundonald sought to devise thus early a by-product recovery oven.
The quantity of coke imported into London—it was known as "Cinders" in the early days of its use—was in 1800, 7,939 chal dron or 10,122 tons, chiefly from the Tyne.
Coke Ovens.—Formerly coke was made from large coal piled in heaps with central chimneys like those of the charcoal burner, or in open rectangular clamps or kilns with air flues in the enclosing walls; but these methods are now obsolete, closed chambers or ovens being used. These vary considerably in construction, but may be classified into three principal types :—(r ) direct-heated ovens; (2) flue-heated ovens, (3) condensing ovens. In the first class the heating is done by direct contact or by burning the gases off in coking within the oven, while in the other two the heating is indirect, the gas being burned in cellular passages or flues provided in the walls dividing the coking chambers, and the heat transmitted through the sides of the latter which are com paratively thin. The arrangement is somewhat similar to that of a gas-works retort, whence the name of "retort ovens" is some times applied to them. The difference between the second and third classes is founded on the treatment of the gases. In the former the gas is fired in the side flues immediately upon issuing from the oven, while in the latter the gases are first subjected to a systematic treatment in condensers, similar to those used in gas-works, to remove tar, ammonia and condensable hydrocar bons, the incondensable gases, or some portion of them, being re turned to the oven and burned in the heating flues. These are gen erally known as "by-product recovery ovens." Beehive Oven.—The simplest form of coke oven, but one now rapidly passing out of use, is the so-called "beehive oven." This is circular in plan, from 7 to r eft. in diameter, with a cylin drical wall about 21ft. high and a nearly hemispherical roof with a circular hole at the top. The floor, made of refractory bricks or slabs, is laid with a slight slope towards an arched opening in the ring wall, which is stopped with brickwork during the coking, but opened for drawing the finished charge. The ovens are usually arranged in rows or banks of 20 to 3o or more, with their doors outwards, two rows being often placed with a longitudinal flue between them connected by uptakes with the individual ovens on either side. A rail track along the top of the bank brings the coal from the screens or washery. The largest ovens take a charge of about five tons, which is introduced through the hole in the roof, the brick-work of the empty oven being still red hot from the preceding charge, and when levelled fills the cylindrical part nearly to the springing of the roof. The gas fires as it is given off and fills the dome with flame, and the burning is regulated by air admitted through holes in the upper part of the door stopping. The temperature being very high, a proportion of the volatile hydrocarbons is decomposed, and a film of graphitic carbon is deposited on the coke, giving it a semi-metallic lustre and silvery grey colour. When the gas is burned off, the upper part of the door is opened and the glowing charge cooled by jets of water thrown directly upon it from a hose, and it is subsequently drawn out through the open door. The charge breaks up into prisms or columns whose length corresponds to the depth of the charge, and as a rule is uniform in character and free from dull black patches or "black ends." The time of burning is either 48 or 72 hours, the turns being so arranged as to avoid the necessity of drawing the ovens on Sunday. The longer the heat is continued the denser the product becomes, but the yield also diminishes, as a portion of the finished coke necessarily burns to waste when the gas is exhausted. For this reason the yield on the coal charged is usually less than that obtained in retort ovens. Coals containing, at most, about 3 5 % of volatile matter are best suited for the beehive oven. With less than 25% the gas is not sufficient to affect the coking completely, and when there is a higher percentage the coke is brittle and spongy and unsuited for blast furnaces or foun dry use. The spent flame from the ovens is usually passed to a range of steam boilers before escaping by the chimney. Retort Ovens.—The retort oven, which has so largely dis placed the beehive form, is made in a great variety of forms, the differences being mainly in the arrangement of the heating flues, but all have the central feature, the coking chamber, in common. This is a tubular chamber with vertical or tapering sides and generally a cylindrical roof, about 3oft. long from 17 to 2oin. wide, and 6 or 7ft. high, and closed at both ends by sliding doors which are raised by crab winches when the charge is to be drawn.
The general arrangement of a modern type of regenerative coke oven is shown in figs. i and 2. These show longitudinal and cross sections through the oven, which is of the vertical Hued type. Fig. i shows a section through the oven chamber and the heating flues. The oven is a long rectangular chamber, the dimensions of which vary according to the class of coal to be carbonized and as to whether the coal is required to be carbon ized in a compressed or uncompressed condition. For carbonizing dry uncompressed coal of normal character, the dimensions of the oven chamber would be 4.1 f t. long by z 3 f t. high by i 4in. wide at the bottom, tapering suitably to the top. Such an oven would take a charge of i 2.5 tons and would have a carbonizing period of from io to 12 hours. The capacity would be, therefore, up to 20 tons per oven per day. For carbonizing wet compressed charges of coal, the ovens are designed to burn off in 16 to 18 hours, and have a carbonizing capacity of up to io tons of coke per oven per day.

The ovens are heated by the gas evolved from the coal during carbonization after it has passed through the condensing and scrubbing process incidental to the recovery of the by-products. The gas and air for combustion are separately distributed on each side and along the whole length of the oven, and combustion takes place in each flue. Separate regenerator chambers are provided for each oven so that each oven is independent of its neighbour (see fig. 2). This construction permits of the air for combustion and the chimney draught being separately regulated. In the older type of regenerative ovens which were arranged with one set of regenerator chambers for a whole battery of ovens, there is a regulating damper over the passage leading from the regenerator chambers to the air distributing channel, which damper has to be set to serve the dual purpose of regulating the admission of air when the ovens are burning in one direction, and of regulating the chimney draught when the ovens are burning in the reverse di rection.
The air for combustion passes into the regenerators through the inlet valves (fig. I). In the regenerator the temperature of the air is raised to i000° C., the highly-heated air passing out of the re generators into the vertical heating flues through the openings (figs. z and 2). When normal coal is carbonized only from 35 to 40% of the gas evolved is required for heating the ovens. This is returned from the by-product recovery plant to the ovens by mains (fig. i) running along the whole length of the battery of ovens on each side. Branch supply pipes (fig. I) conduct the gas into the gas distributing channels (fig. z and 2) which are situated directly beneath the oven walls; thence it passes through the gas nozzles into each vertical flue where it ignites with the hot air entering through the passages (conduits). A jet is formed on the level of the oven floor along the whole length of the oven chamber. The supply pipes are each fitted with a regulating cock as well as a second cock fitted with a lever. All the levers are attached to a wire rope communicating with changing gear. The air is admitted to each regenerator by means of a cast-iron air valve which also serves to conduct the waste gases to the chimney flue. These valves are each fitted at the top with a lid connected, like the levers of the gas cocks, with a second wire rope, and the whole arrangement is such that when the changing gear operates, the gas cocks and valve lids on one side of the battery are closed simultaneously with the opening of the corre sponding parts on the other side of the battery. When the gas is burning on one side of the ovens, the air valve is open and the air passes into the regenerator. A little below the valve lid there is a sliding shutter which can be set in any desired position and serves to regulate the quantity of air required for each oven.
When the gas is burning on the opposite side of the oven, the gas cocks and air valve lids are closed. The waste gases are, there fore, drawn through the cast-iron valve fitting into the chimney flue. At the base end of the cast-iron fittings there is a regulating damper which can be set in any desired position to regulate the draught on each oven. It will be seen, therefore, that by this arrangement, the quantity of air for each oven, and the chimney draught on each oven, can be separately regulated, which is not possible with ovens working with the older form of regenerators.
The employment of regenerators renders it necessary to re verse the heating process after a period of time, usually from 20 to 3o minutes, and the heating flues are divided into two sections so that combustion can take place alternately in each half of the oven wall_ When the gas is burning in one half of the wall, the products of combustion pass up the flues and enter the top hori zontal flue whence they make their way down the flues in the other half of the oven wall and enter the regenerator through the same passage by which the air is admitted to the flues when the direction of combustion is reversed. On issuing from the re generators the waste gases pass into the flue leading to the chim ney, after having given up their heat to the firebrick chequerwork. When the next half-hourly reversal is made, the heat is given up to the air entering for combustion.
The reversal of the heating process is effected by a simple winch arrangement placed at one end of the battery of ovens. The winch is operated automatically or by hand, and requires the least possible attention. When arranged to work automatically, the gear is so designed that should anything fail to act, an electric alarm is set in action and does not stop until the gear is again at work.
Two of the principal features of this type of oven are the slid ing bricks and the openings in the top of the ovens which give ac cess to them. The openings serve not only to provide means for regulating the dampers, but more particularly to give access to the gas nozzles.
In retort ovens when the gas is completely given off the doors are lifted and the charge is pushed out by the ram—a cast-iron plate of the shape of the cross section of the oven, at the end of a long horizontal bar, which is driven by a rack and pinion move ment—on to the wharf or bank in front where it falls to pieces and is immediately quenched by jets of water from a hose pipe. When sufficiently cool it is loaded into railway wagons or other convey ances for removal. The ram, together with its motor, and boiler, when steam is used, is mounted upon a carriage running upon a line of rails of about eft. gauge along the back of the range of ovens, so that it can be brought up to any one of them in succession.

In some cases instead of the small coal being charged through the roof of the oven and levelled by hand, it is forced into blocks by being stamped in a slightly moistened condition in a mould consisting of a bottom plate or peel on a racked rod like that of the ram, with movable sides and ends. This, when the ends are removed, is pushed forward into the oven, and the bottom plate is withdrawn by reversing the rack motion. The moulding box is mounted on a carriage like that of the ram, the two being some times carried on the same framing. The moulding is done at a fixed station in the centre of the range of ovens by a series of cast iron stampers driven by an electric motor. This system is used for coals low in volatile matter, which do not give a coherent coke under ordinary conditions.
The number and kinds of coke ovens in use in Great Britain in the year 1926 were as follows:— Koppers . . • • 1,747 Collins . . . . 171 Otto-Hilgenstock . . 1,726 Huessener . . . . 262 Simon Carves . . . 1,65o Carl Still . . . . 72 Semet-Solvay . . . 1,173 Wilputte . . 74 Simplex . . . . 471 Makey Seymour . . 32 Coppee . . . 444 Other kinds . . . 6o Other kinds of Coppee . . . . 176 Beehive Ovens . . . 2,229 Tredegar . . . 120 The slow progress that was made in the direction of the replace ment of "Beehive" by "Recovery oven" coke was apparently due to a rooted prejudice against its use in blast furnaces, but that has now vanished, and fully three-quarters of the coal carbonized in Great Britain for metallurgical purposes is made in by-product recovery ovens.
Coke from retort ovens is not so dense or brilliant as that made in beehive ovens, but the waste being less there is a decided sav ing, apart from the value of the condensed products.
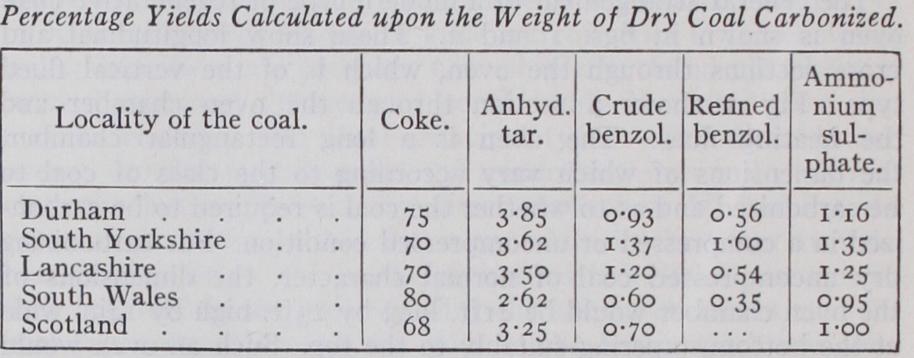
In the further treatment of the condensed products by distilla tion the tar gives burning oil and pitch, the benzene is separated from the creosote oil by steam-heated stills, and the ammoniacal liquor, after some lime has been added to decompose fixed am monium compounds, is heated to vaporize the ammonia, which is condensed in lead or copper-lined tanks containing strong sul phuric acid to produce a crystalline powder of ammonium sul phate, which accumulates in the receiver and is fished out from time to time. The yield of coke and by-products obtained by the latest high temperature carbonization methods as applied in Great Britain is given below. (See Report of the Coal Carboniza tion Sub-Committee of the Coal Conservation Committee of 1919.) After the ovens have been heated and steam supplied for the machinery of the condensing plant and the coke ovens, there is usually a surplus of gas, which may be used for lighting or driving gas-engines. For the latter purpose, however, it is necessary to remove the last traces of the tar, which acts very prejudicially in fouling the valves when the gas is not completely purified. The gas given off during the earlier part of the coking process is richer in heavy hydrocarbons and of a higher illuminating value than that of the later period when the temperature is higher. This property is utilized in several large coking plants in America, where the gas from the first lc) hours working is drawn off by a second hydraulic main and sent directly to town gas-works, where it passes through the ordinary purifying treatment, the gas from the second period being alone used for heating the ovens.
The most deleterious constituents of coke are ash, sulphur and volatile constituents, including water. As the coke yield is only from two-thirds to three-quarters of that of the coal, the original proportion of ash is augmented by one-third or one-half in the product. For this reason it is now customary to crush and wash the coal carefully to remove intermingled patches of shale and dirt before coking, so that the ash may not, if possible, exceed in the coke. According to the researches of F. Wuest (Journ. Iron and Steel Inst. 1906) the sulphur is retained in a complex carbon compound which is not destroyed until the coke is actually consumed.
The quantity of coal used in the manufacture of coke in Great Britain, taking the year 1925 as an example, is as follows:— In the United States of America, the industry of coke-making has attained proportions greatly exceeding those in Great Britain, and has developed on somewhat different lines.
Coke ovens in America are an important factor in the manu factured gas industry as a public utility. In 1937, they produced 15o,000,000,000 cu.ft. or about 4o% of all manufactured gas publicly distributed in city mains, besides about 312,000,000,000 cu.ft. which was sold direct to industrial users and not included in distribution by public systems. In England a much smaller pro portion of the gas for public distribution is derived from coke ovens, although a high percentage of the gas is produced by the carbonization of coal in gas retorts.
Refractory brick of "silica" material are used in the oven wall construction, having almost entirely superseded clay brick for this purpose. This refractory, owing to its rigidity under load when highly heated, permits the use of higher temperatures in the flues and thus secures more rapid working and greater oven capacity than is attainable with fire-clay brick. Flue temperatures of 1,37o° to 1,40o° C (2,50o° to 2,550° F) are sometimes used in modern American ovens, but their average practice would be at somewhat lower heats.
The modern by-product coke oven in America is a rec tangular chamber of about 650-75o cu.ft. coal-charging capacity. It has a length of about 4oft., a height of 12 to 13ft. and an average width (tapering 2 or Sin. throughout the length) of about 16 to 18 inches. With this oven, using finely crushed but not "stamped" coal, a charge of 15 to 19 tons (2,000lb. each) is obtained, and a daily coking capacity of 23 to 28 tons of coal.
The ovens are built closely adjoining one another in batteries or banks, usually about 4o to 6o in a battery, for convenience in operating. The rows of heating flues stand between the ovens, each row serving to heat two ovens, except in the case of the flues at each end of the battery.
A favourite type of by-product oven in the United States is the Becker modification of the Koppers oven. The general ar rangement of a typical installation of ovens and heating flues would have a battery provided with both producer-gas heating (from a lower and larger supply pipe), and coal-gas heating (i.e., by surplus coke oven gas) , from the upper and smaller supply pipe. These ovens are heated on the regenerative principle, the waste heat of the combustion gases being retained in checker brick chambers below the ovens and at intervals, on reversal of current, given up to the entering air or producer gas. The distinguishing feature of the Becker oven is its provision for conducting the gases of combustion from the top of a row of flues across over the oven and down the row of flues on the other side. The cross-over flues, of an inverted U shape, are in the upper part of the oven battery structure. They pass over alternate ovens only, and are generally six to eight in number, evenly distributed throughout the length of the oven.
Each cross-over flue handles the waste gases from four vertical flues in the heating walls underneath, and each set of four vertical flues is separated from each other set, as far as mixing of the waste gases at this point is concerned, so that the horizontal flow of waste gas is virtually eliminated.
The advantages of this type of oven are concerned chiefly with securing more uniform heating of the ovens and a more stable structure in the upper part of the flue wall. The burning of gases, when reversed in direction, at intervals, for the purpose of re generation, is not reversed from one-half of a heating wall to the other as in the older types, but from an entire wall on one side to an entire wall on the other side of an oven. This makes f or more uniform heating, end to end, of the oven walls. The old horizontal flue of large size (above the row of vertical flues) is, in the new type, structurally absent owing to the provision of cross-over flues, which greatly reduce the volume of gases to be carried in any one section of that part of the oven. This allows heavier wall structure in this region and permits the heating flues to be built up higher without risk of overheating the oven tops, and the charge to be more evenly coked.
About 1934 the Curran-Knowles coal carbonization oven was in troduced in the United States. It is of the type known as the "sole-flue heated oven," since the heating of the coal charge is done by flues in the floor of the oven rather than by flues in the side walls. The oven chamber is very low and takes a charge of coal only i2in. deep, but the width of the oven is about 'oft. and the length about 4o feet. After the coking is completed the coke is discharged from the chamber by a pushing machine.
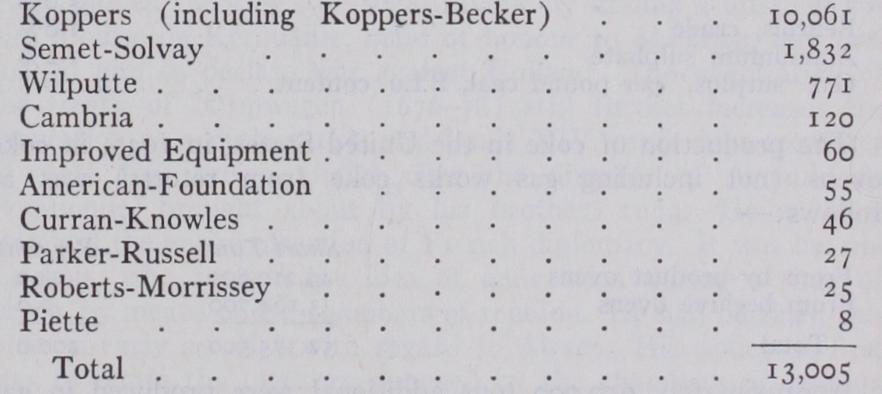
In July 1939 there were, in the United States, completed and in operation the following numbers of by-product ovens of the various types:— Coke is designated by its method of manufacture, such as By Product coke, Beehive coke, and Gas Retort coke. It is also des ignated by the use to which it is put, as Blast Furnace coke (or simply Furnace coke), Foundry coke, Water Gas coke, Domestic coke (for house heating). Another method of designation, chiefly applied to Domestic coke, is according to size. The usual size classification, in the order of the largest size first, is as follows: Egg, Stove, Nut, Range, Pea, Breeze.
Stamping, or compressing of the coal charge, is not practised in America.
The quenching of coke is now done very generally at a quench ing station, a short distance away from the oven battery. The car containing the hot coke is, quickly moved from the oven to the station, is there quenched with a carefully controlled amount of water, and then brought back to an inclined wharf along the oven battery where it is dumped and undergoes further cooling and drying. "Dry quenching," using inert gases (products of com bustion) or steam, is being used in several American plants, with successful results.
In the recovery of by-products, the so-called "direct process" of ammonia recovery has been adopted in the majority of Ameri can plants. This consists in passing the oven gases, after removal of their tar, directly through sulphuric acid, in lead-lined "sat urators," whereby the ammonia is converted into solid crystalline ammonium sulphate.
The following yields of products in by-product coking, accord ing to American practice, are an approximate average, as close as can be estimated under conditions varying so widely:— "COKE OF NORFOLK": see LEICESTER OF HOLKHAM, THOMAS WILLIAM COKE, EARL OF.