
COTTON-SPINNING MACHINERY The functions of the processes in the mill are as follows : (I) to reduce the highly compressed cotton from the bales into the greatest possible state of division, i.e., to the ultimate fibre, and at the same time to remove sand, leaf, broken seed and short fibres; (2) to form the fibres into a rope, or sliver, which can be atten uated by stages until it is thin enough to form the required thread; (3) to parallelize the fibres by drawing between rollers or by combing, and, at the same time, by combining and attenuating sev eral slivers, to increase the regularity of the material; (4) to in sert sufficient twist into the product of the final attenuation in order to make a firm thread; (5) where required, to combine one or more single threads into a folded yarn; and (6) to finish and prepare the yarn for transport. The fineness of a yarn is expressed by its count, which is the number of hanks (84oyd.) of that yarn which weigh i lb. The principal machines employed are : bale breakers, openers and scutchers ; carding engines or cards ; drawframes, and, for fine or high quality yarns, combers; speed or flyer frames; ring frames or alternatively mules, and where folded yarns are produced, winding and doubling frames; cleaning and gassing frames ; reels and bundling presses.
Owing to its great variability, cotton from suitably chosen bales of different grades is mixed in the bale breaker in order to main tain a consistent quality of yarn, and for ordinary purposes, treat ment by the subsequent machines is relied upon to make the mix ture complete. In some cases, however, principally in mills spin ning fine yarns, mixing is assisted by building up a stack of cotton from the breaker in horizontal layers, and after leaving it for two or three days to become aerated, pulling it down in vertical layers to be fed to the opener.

Such a combination is only suitable for very clean cottons. In most cases it would be augmented by the inclusion of other opening units, the number and character of which would depend on the amount of impurity which has to be expelled. A revolving beater of one kind or another is the main feature of all, the varia tions being introduced in the matter of size, speed, size of beater blade and arrangement of grids. In rare cases, where the cotton used is of exceptionally high grade, the opener lap is passed straight to the carding operation, but in most cases it is sub jected to further treatment by one or two processes of scutching.
On leaving the influence of the flats, the fibres on the cylinder, now in fairly parallel order and uniformly distributed over its surface, are taken off in a continuous sheet by the doffer, which is also clothed with wire points, facing into those of the cylinder, but which has only about 1/25 the surface speed. Here, no combing of any sort takes place. In fact the reverse; inasmuch as the material is condensed, and what parallel order previously existed is destroyed. It is only in this way that the fibres are enabled to cling together; so that they can be stripped by the rapid oscillation of the doffer comb in the form of a fine transparent web, and ultimately gathered together in the form of a sliver which is coiled in the cylindrical can by the coiler mechanism. We now have a card sliver, which, although still containing a certain amount of neps, or small bunches of unripe fibres, is almost entirely free from impurities, and whose weight per yard is some ioo to i 20 times less than that of the scutcher lap. In addition to the cleaning action of the flats, a further quantity of short fibres and heavy impurities are discarded through the mote knives and the grids.
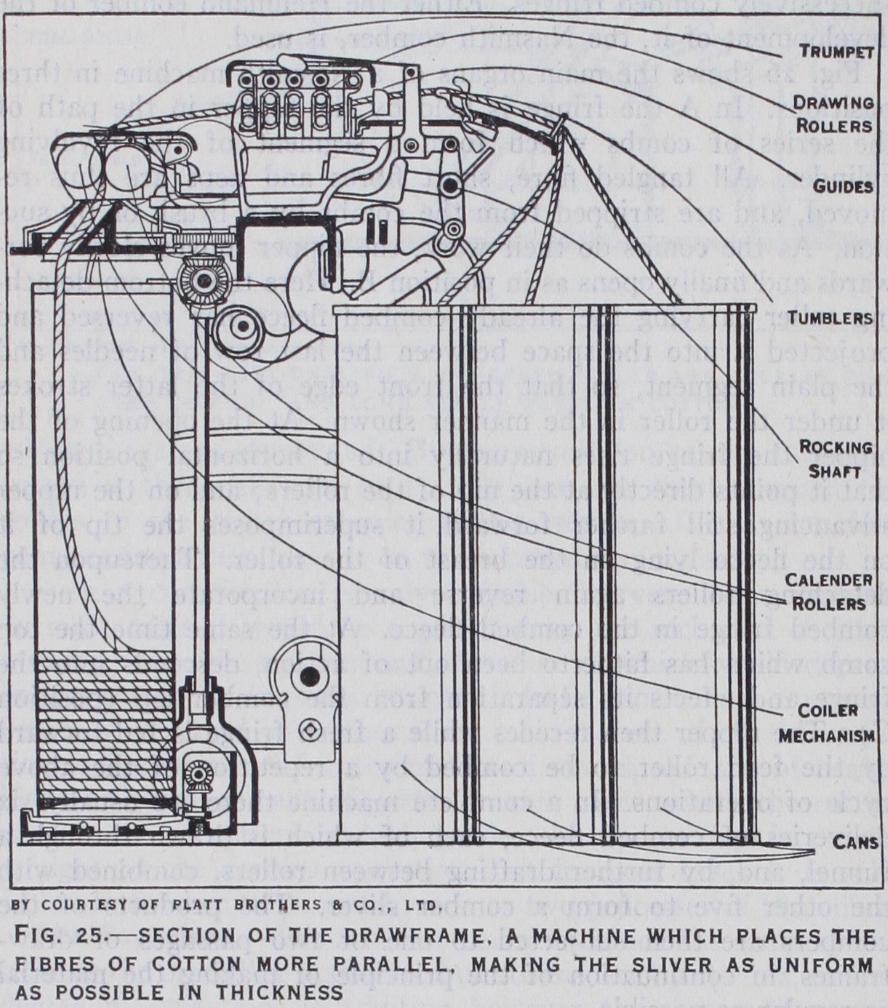
After the carding process, the treatment of the material depends on the class of yarn to be spun. For counts of 6os and upwards, and for extra quality yarns of coarser count the cotton is sub jected to a combing process whereby the shorter fibres are re moved to the extent of some i 5 % to 20% of the total weight, according to the quality desired and the cotton being used. In other cases the card sliver is passed through two, three or four passages of drawframes whose functions are to parallelize the fibres and increase the regularity of the weight per unit length of the material.
Fig. 26 shows the main organs of a Nasmith machine in three positions. In A the fringe is held by the nipper in the path of the series of combs which form a segment of the revolving cylinder. All tangled fibre, short fibres and neps are thus re moved, and are stripped from the combs by a brush or by suc tion. As the combs do their work, the nipper moves slowly for wards and finally opens as in position B. Here the bottom detach ing roller carrying the already combed fleece has reversed and projected it into the space between the last row of needles and the plain segment, so that the front edge of the latter strokes it under the roller in the manner shown. At the opening of the nipper the fringe rises naturally into a horizontal position so that it points directly at the nip of the rollers ; and on the nipper advancing still farther forward it superimposes the tip of it on the fleece lying on the breast of the roller. Thereupon the detaching rollers again reverse and incorporate the newly combed fringe in the combed fleece. At the same time the top comb which has hitherto been out of action, descends into the fringe and effects its separation from the comber lap (position C). The nipper then recedes while a fresh fringe is fed forward by the feed roller to be combed by a repetition of the above cycle of operations. In a complete machine there are usually six deliveries of combed fleece, each of which is drawn through a funnel, and, by further drafting between rollers, combined with the other five to form a comber sliver. The products of the combers are then subjected to one or two passages of draw frames, in continuation of the principle of making the material as regular as possible.
In the first of these frames, known as the slubbing frame, cans of sliver from the last process of drawframes are arranged behind the machine. Each sliver is drawn out by means of three pairs of rollers, and as it emerges from the front pair is drawn through a hole in the top of the flyer, down the hollow leg of the latter, shown on the left of the figure, and on to the bobbin. The flyer is attached to, and driven by, the spindle at a uni form speed, and inserts the amount of twist necessary to make the strand hang together. This twist, however, must be the mini mum required for its purpose, since too much will make it impossible to continue the process of attenuation in the subse quent machines. The bobbin is loosely mounted upon, but driven independently of, the spindle, so that the difference between their respective speeds effects the winding on. This is done in closely wound spirals and in successive layers, by suitably raising and lowering the bobbin relative to the spindle. Provision is made for shortening the vertical traverse of the bobbin as each layer is laid down. Moreover, since the rate of winding would other wise be affected by the increasing diameter of the bobbin, the speed of the latter is altered by a special differential mechanism to suit the constant delivery of the front roller.
The other machines of this group, known respectively as the intermediate, roving and jack frames, differ from the slubbing frame in only three respects. First, instead of having cans of sliver put at the back, racks or creels of suitable size are provided to carry the bobbins on which the material is now wound. Sec ondly, the dimensions of all the frame parts, including bobbins and flyers, are reduced at each stage as the material becomes more and more attenuated. And thirdly, it is usual to arrange for the strands from two bobbins to be fed together to the drawing rollers and combined into one at the front, thereby assisting to maintain the uniformity of the material. The amount of attenu ation effected by these machines, and, therefore, the number of stages in which it is done, de pends on the count of yarn sub sequently to be spun. For coarse yarns, the slubbing and interme diate frames only may be used, whereas for very fine yarns the work is carried out in the four stages finishing with the jack frame. In all cases the final product of this group of machines is known generally as roving.
Spinning.—It only remains now to carry the attenuation one stage farther and to convert the drawn-out roving into a yarn by the insertion of sufficient twist to prevent any further slippage between the constituent fibres. The machine employed may be either a ring spinning frame or a mule. In the ring spinning frame (fig. 28), the proc esses of twisting and winding the yarn upon a bobbin simultane ously and continuously, as is the case with the flyer frames. Here, however, the flyer is substituted by a smooth annular ring formed with a flange at its upper edge, over which is sprung a light C shaped piece of wire known as a traveller. The spindle, to which the bobbin is firmly attached, projects vertically through the ring, and is supported on a fixed rail by a self-aligning and automati cally lubricated bearing. Rotary motion is derived from the tin roller by a band passing round the wharve, which is fixed to a sleeve on the spindle in such a way that it envelops the bolster or upper part of the bearing. High speeds can thus be obtained without causing any appreciable vibration. After passing through the rollers, the roving is twisted into a yarn which passes first through a guide-eye and then through the traveller on to the bob bin. As the latter revolves the traveller is dragged round the ring by the yarn, and so inserts the necessary twist. The speed of the traveller, however, is less than that of the bobbin, owing to the lag which is permitted by the constant delivery of roving from the front roller. In this way the bobbin, acting through the traveller, not only inserts the twist but winds the material on to itself, the deposition of the coils being determined by the vertical movement of the rail which carries the ring.

In the mule (fig. 29) the action, unlike that of the ring frame, is intermittent ; i.e., first, a certain length of roving is drawn out and twisted, and then twisting ceases and winding-on takes place. The resulting cop of yarn is built upon the bare spindle in suc cessive conical layers. At any instant during the twisting process, therefore, a portion of the already spun yarn is coiled in spiral fashion from the nose of the partly built cop to the top of the spindle : and, in order that no winding-on shall take place at the same time, the spindles are inclined slightly towards the rollers, thereby enabling the top coil to slip off at each revolution. Fol lowing the material through the machine: the roving from bob bins, mounted in the creel, is passed in the usual way through the drawing rollers and then between two faller wires to the spindle which is mounted on a carriage whose wheels run on rails called slips.
Spinning commences with the carriage close up to the rollers. As the attenuated roving is delivered by the latter the carriage moves away and the spindle, being rapidly revolved by bands passing from the tin roller, inserts the desired amount of twist into the regularly increasing stretch of material between the rollers and the spindle tip. The distance the carriage travels may be from 54in. to 66in., and is known as the draw or stretch. At the end of the stretch the mechanism driving the spindles during the outward journey is disengaged, the direction of rotation is reversed and backing-off takes place. In this operation the yarn coiled round the exposed part of the spindle is unwound and the "slack" produced by the added length of yarn is taken up by the opera tion of the faller wires. It then remains for the spindle but to reverse once more and, while the carriage moves back rapidly towards the rollers, to wind the spun thread in another layer on the cop. The upper faller wire shown in the figure is responsible for guiding the yarn in the correct manner, and is for that pur pose controlled by a special cop-shaping device. All the motions of the mule are governed automatically and are regulated to suc ceed each other in their proper order, the termination of one operation being the initiation of the next. The foregoing is but a brief outline of the functions and possibilities of the machine. In addition there are numerous devices for varying the treatment of the material whereby it is possible to spin anything, from the very coarsest to the very finest of yarns. Originally the invention of Crompton, the modern self-acting mule embodies the products of hundreds of other ingenious minds, and may be regarded as one of the most marvellous automatic machines ever devised in any industry, though Crompton's first mule was controlled manually throughout the process.
Doubling.—Where it is desired to combine two or more threads from the spinning machine in order to make the product more suited to any particular purpose, the single yarns from the cops or bobbins, as the case may be, are subjected to a process of doubling. To prepare threads for this process it may be neces sary to wind the required number side by side upon a flanged bobbin, or upon a straight or a tapering spool, before twisting them into one. Doubling machines may be either continuous or intermittent in action. In the former the twist may be inserted in fundamentally the same way as it is in the ring spinning frame ; while in the latter the machine resembles the mule in operation. No attenuation is required : hence drawing rollers are substi tuted by feed rollers. In both types the threads may be twisted in a dry condition, or may be moistened in some suitable manner so as to produce a firmer and smoother thread.
Finishing and Making-up.—Yarns which are required to have a maximum of lustre and smoothness are subjected to a process of gassing or singeing. The thread is passed several times through a bunsen flame at such a speed that the fibres projecting from the surface are burnt off without injury to the rest. Such yarns may also be polished by repeated calenderings between a pair of heavily loaded rollers.
Mule spinning and doubling does not require the yarn to be wound on to an expensive and bulky wooden bobbin as in the case of continuous spinning. The cops are therefore practically ready for transport when doffed; i.e., when withdrawn from the spindles. Ring yarn, on the other hand, has to be wound off the bobbin and put up into some form more suitable for despatching to the manufacturer. Thus it may be wound on a cardboard foundation into a self-contained conical or cylindrical package, or it may be reeled into hanks or skeins, which can be packed as a neat compressed bundle.