
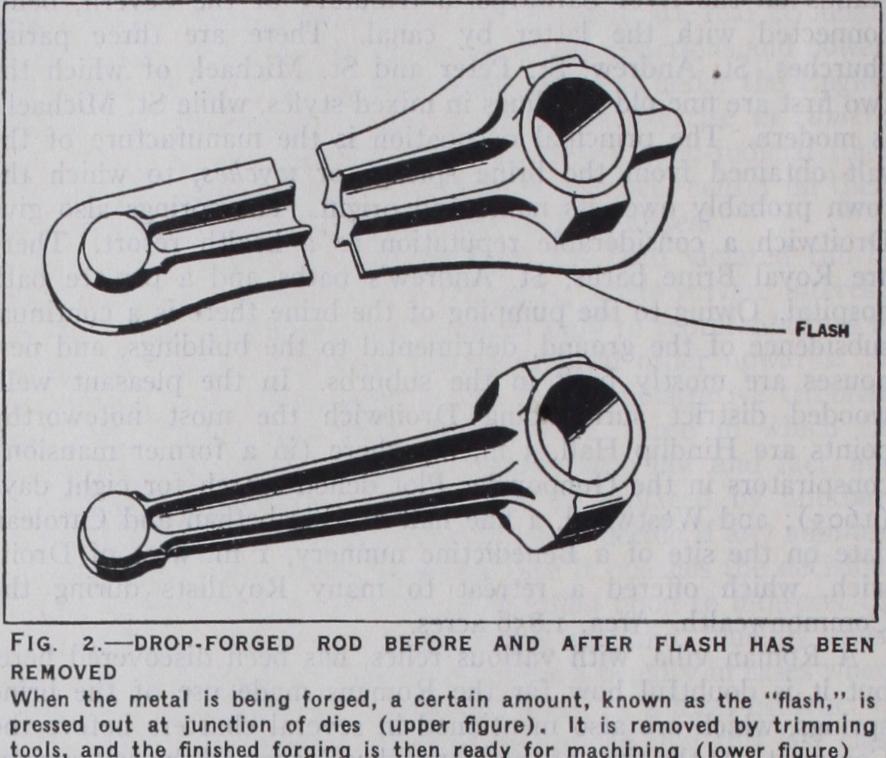
DROP FORGING. Drop forging is the production in quan tity of articles in metal by means of a falling weight forcing the heated material into a die. It is only within the last 6o years or so that drop forging as it is known to-day has been practised. Since the beginning of this century great development has taken place owing to the growth of the motor industry and the increasing de mand for mechanical transport. An enormous number of the parts of an automobile are now drop forged, e.g., the engine crankshaft, connecting rods, bearing caps, tappets, rockers, valves, flywheels, gears, actuating forks, couplings, levers and lever brackets. On the chassis, the front axles, back axle casings, swivels, stub axles, wheel hubs, steering levers, brake levers, pedal levers and plates, differential gears and pinions, brake shoes and brackets are all made by this method, even small articles such as wind-screen pil lars, wing-nuts and stainless door-handles being made under the drop hammer. The development of aviation finds much employ ment for drop forging in connection with propeller hubs, crank shafts, connecting rods, valves, brackets, gears, etc. Great accu racy is demanded for this work, both for weight and strength ; very fine limits are imposed, and the forgings are subjected to severe tests by the Aeronautical Inspection Directorate. Many other industries use drop forged articles, common products being scissor blanks, surgical instruments and heavy gears for railway work.

Drop forging is essentially a moulding operation, the metal be ing worked with the aid of machines at a sufficient heat to bring it to a plastic condition, but never to the molten condition neces sary for the production of castings. Drop forged articles are fre quently confused with castings, but the manufacturing process is entirely different.
The hammer used in drop forging operations consists of a forged or cast block of steel, commonly called the "tup" and weighing anything from r cwt. to 3 or 4 tons, which is lifted to a height and then allowed to fall or "drop" on to the anvil block by its own weight. The fall is controlled by guide rods or slides bolted to, or fixed in, the anvil block. The lifting apparatus varies in detail, but in its essentials consists of pulleys exerting a variable friction pull on a belt connected with the tup, manipulated with cords or levers usually by hand (fig. 1). The hammers mostly used in Great Britain are those delivering a gravitation blow by a falling weight impinging on an unyielding anvil, but steam hammers are also used, where the tup is attached to a piston rod and propelled downwards and lifted up by means of steam or compressed air. The anvil receives the whole of the energy delivered by the ham mer whenever a blow is struck except the small amount absorbed in compressing the stamping, and therefore the ratio of the weight of the hammer to the weight of the anvil block is of great impor tance; a minimum ratio of 15 to I is usual, i.e., a I ton hammer will have a 15 ton anvil block and so on.

On the completion of the forging operation, the forgings are usually subjected to heat treatment to relieve the metal of any strains set up during stamping and also to render it most suitable for machining operations should these be required. Heat treat ment is an integral part of the manufacture and is carried out by highly experienced workmen; perfect control and knowledge of temperature is vital, as the necessary strength and hardness can only be obtained if the treatment is correct.
All wrought metals have in a marked degree "grain" or "fibre" and great care has to be taken in forging to see that the grain is worked into a position parallel to the principal stresses likely to occur in the article to be forged.
Grain must never be allowed to run transversely to the axis of the greatest bending stress (fig. 3) . This is one of the great advantages of drop forgings over castings. In a casting, where the metal is melted down and poured into a mould, the structure becomes crystalline and not fibrous; but in a drop forging, always made from bars or billets which have the grain running longitudinally, very careful attention is paid to the disposition of this grain, so that if there is a bending stress it goes across the longitudinal grain and not between it.
Drop forgings are made in many metals ; besides the various alloy steels, stainless steels and iron, brass, yellow metal, cupro nickel, aluminium, duralumin, magnesium, etc., are used. Con siderable progress has been made with the forging of these light alloys. Some of them are exceedingly difficult to forge, and the greatest accuracy in gauging the forging temperatures is required.
(K. R. C.) Drop forging is divided into four classes, dependent on the type of machine used. They are: (z) trip hammer forging; (2) drop hammer forging; (3) upsetting; and (4) press forging.
Trip hammer forging is done with a power-driven sledge hammer so arranged that successive blows strike in exactly the same place. The helve type of trip hammer consists of (I) a base or anvil on which there is held a die; and (2) an arm or helve fixed at one end, the other end of which is mechanically raised and lowered. On the moving end of the helve there is fastened a second die which strikes against the die held on the anvil. Another type of helve hammer makes use of an auxiliary ram between the helve and the upper die. The ram operates be tween vertical guides and is loosely connected to the helve. The advantages of a trip hammer are the rapidity with which it delivers its blows and the ease with which the operator can in stantly change the force of the blow from zero to the maximum of the machine. Typical examples of the type of forgings made by this process are the various types of chisels, punches and picks.
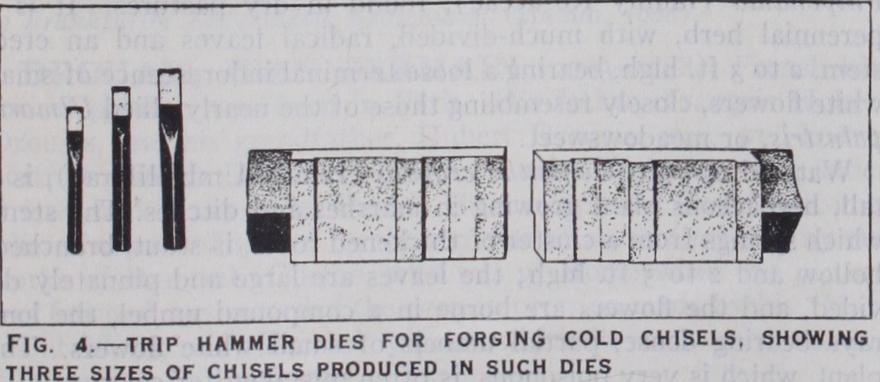
Fig. 4 shows a typical pair of trip hammer dies used to forge cold chisels. This pair of dies is designed to forge three sizes of chisels.
Drop hammer forging is that branch of the forging industry which utilizes a machine called a drop hammer. A drop hammer consists of a base, a hammer or ram which strikes the base and which travels vertically between side guides, and the overhead mechanism for lifting the hammer and releasing it. In the board drop hammer (Plate I. fig. 2), a board, generally of maple, raises the ram. The lower end of the board is fastened to the upper portion of the ram and the upper end of the board travels between two rolls which revolve in opposite directions. Automatic mechan ism is provided so that the rolls alternately squeeze the board and, revolving, lift it. The rolls are then spread apart, allowing the ram to fall. The steam drop hammer (Plate I. fig. 5) utilizes a steam cylinder for the lifting mechanism, the piston rod taking the place of the board and the ram being fastened to the lower end of the piston rod. The air drop hammer is fundamentally the same as the steam hammer, but uses compressed air instead of steam.
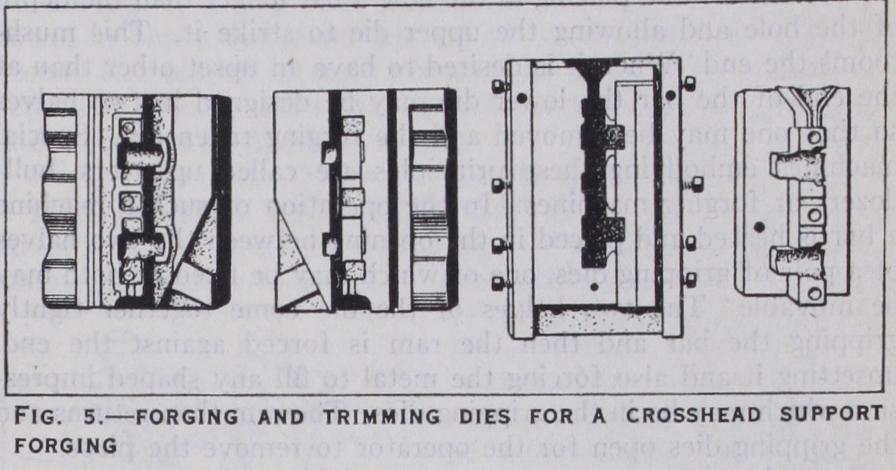
For forging with the drop hammer there is used a set of tools known as forging dies, which are blocks of steel used in pairs. The dies are cut or dug out so that when the two cut-out blocks are put face to face, the hollow included between them has the exact shape of the forging which they are designed to produce. (See fig. 5.) One of the dies is solidly fastened to the base or anvil, while the other is fastened to the lower end of the ram. The overhead mechanism of a drop hammer is automatic. The hammer travels to the top of its stroke and is released, causing the die block fastened to it to strike against the one on the base, after which the ram is instantly raised. The operation of drop forging consists of heating any suitable metal to a temperature at which it is malleable, placing it on the lower die block and allowing the upper die block to fall on it repeatedly, forcing the metal into the shape defined by the sunk or cut-out portion of the dies. The making of drop forgings can be considered as divided into (I) the making of the dies and (2) the production of the forgings.
Die Making.—In making dies it must be remembered that it is not possible to forge all shapes. No hole or depression in a drop forging may be larger at the bottom than at the top, al though it may be smaller. In actual practice it must be slightly smaller by an amount equal to the "draft," as the angle at the side of every depression is called. No surface of a drop forging may be parallel to the path of travel of the dies, but must depart from parallelism by an amount not less than the draft angle and in the direction which will make all parts of the forging smaller at the bottom of the impression in each die than at the top. The usual draft angle in drop forging is 7°.
It is possible to forge many different kinds of materials, among them being iron, copper, certain of the brasses, bronze, aluminium, monel metal, nickel and a great number of alloys of these and similar metals. By far the greatest number of forgings are made from steel and its alloys. Typical examples are wrenches, pliers, chisels, hammers, parts of machines of all kinds and automobile connecting rods, crank shafts, manifold flanges and clevis bolts. The die design is influenced by the quantity which is to be made at one setting of the dies as well as by the quantity eventually wanted. Dies may be so designed as to make two or more forgings at once, later to be cut apart by trimming. Since metal is forged while hot and shrinks in cooling, that fact must be allowed for when making dies. All forging dies are made larger than the size which the piece is to be when cold, by an amount equal to the shrinkage. The cutting of die blocks proceeds in several stages, each designed to the end that the final or finishing stage will pro duce the exact forging wanted.
After the finishing cut is made and the impression is completed, the accuracy of the work is tested by placing the two die blocks face to face and pouring melted lead into the impression and allow ing it to harden ; afterwards, this lead cast which has the shape of the desired forging is examined. The quantity of forgings which one pair of dies will produce varies from perhaps ioo pieces under the worst to perhaps 500,00o under the best conditions. The nor mal life for steel pieces lies between i o,000 and 40,000.